Củ đục Spindle hay còn gọi là động cơ của máy CNC là 1 bộ phận vô cùng quan trọng và không thể thiếu trong việc chạm khắc gỗ. Một spindle hoạt động tốt có thể giúp gia công các sản phẩm đạt tính thẩm mỹ tuyệt đối và độ chính xác cao. Tuy nhiên trong quá trình vận hành có thể xảy ra các lỗi spindle máy CNC. Lúc này bạn cần hiểu rõ các nguyên nhân để có những giải pháp khắc phục kịp thời, hiệu quả.
1.Tắc nước, đóng cặn vôi ở đường nước làm mát củ đục
Đây là 1 trong những nguyên nhân rất hay gặp phải trong quá trình sử dụng máy CNC.
– Nguyên nhân gây ra lỗi này, là do đường nước ra vào củ đục bị đục và bẩn dẫn đến làm tắc đường nước. Từ đó dẫn đến nhiệt độ củ đục tăng cao, thường là trên 60 độ, và ảnh hưởng đến roong cao su bị rữa hoặc co lại.
– Cách khắc phục: Thông đường ống củ đục, thay lại nguồn nước ra vào, thay roong cao su. Và lưu ý là không nên để ống nước làm mát ngoài nắng, gây ra hiện tượng mọc rêu và làm tắc đường nước.
>>>>.Xem thêm: Đầu tư máy CNC khắc gỗ- khách hàng cần tìm hiểu gì?
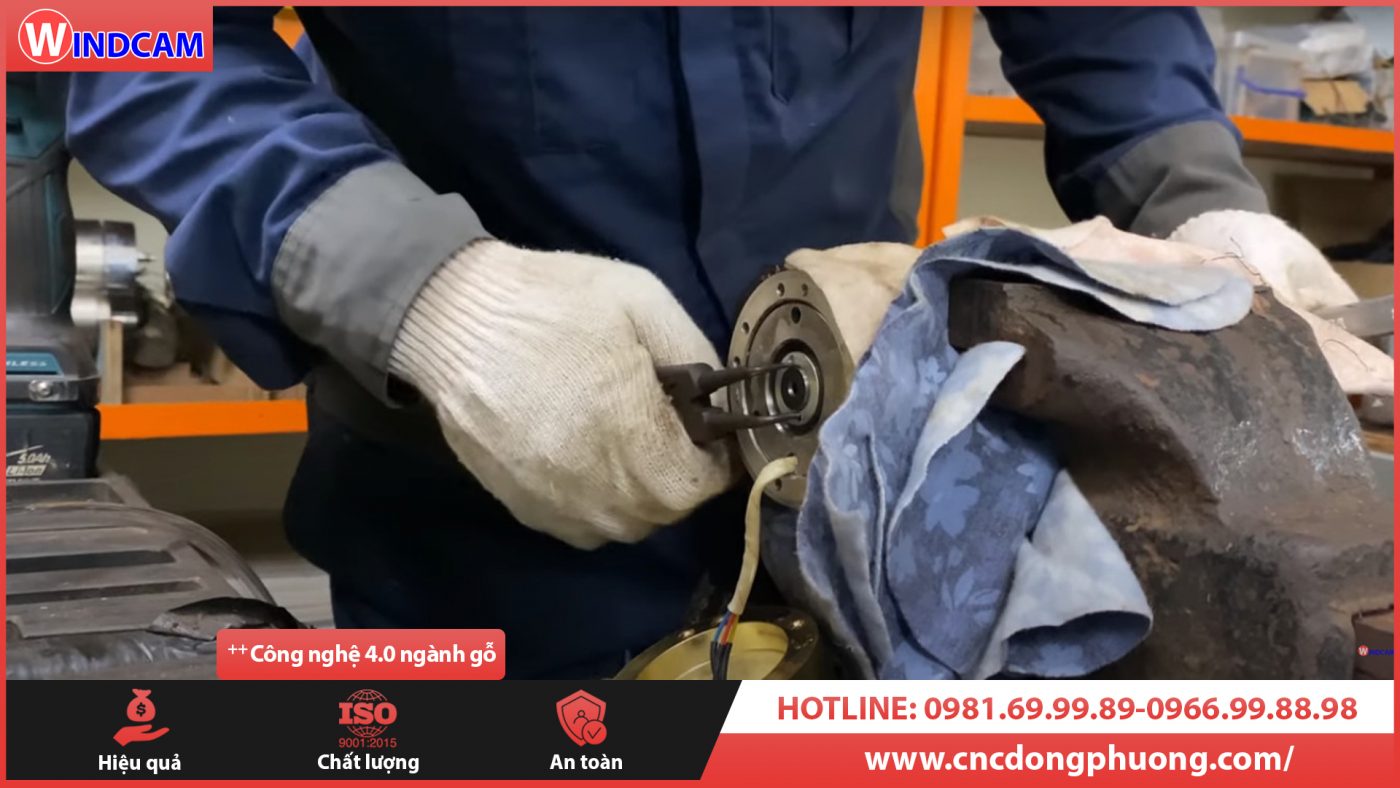
2. Rơ dão vòng bi ở trong củ đục
Vòng bi chính là vật tư tiêu hao trong quá trình sử dụng máy CNC nên không thể tránh khỏi bị rơ dão.
– Nguyên nhân gây ra tình trạng này: là chạy máy lâu ngày, nên tốc độ vòng bi chạy bị kém, gây mòn vòng bi. Hoặc nguyên nhân nữa là khi nhiệt độ củ đục bị tăng cao, làm khô mỡ của vòng bi. 2nguyên nhân này đều làm củ đục bị kêu to trong quá trình sử dụng.
– Cách khắc phục: thay vòng bi thường xuyên trong quá trình chạy máy để đảm bảo chất lượng củ đục được bền bỉ.

3.Cháy cuộn dây Spindle
– Nguyên nhân thứ nhất gây ra là do củ đục bị tắc nước lâu ngày, gây nhiệt độ củ đục tăng cao, dẫn tới bong tróc lớp sơn cách điện của dây đồng, dẫn đến làm cháy cuộc dây của củ đục
– Nguyên nhân thứ 2: Do ma sát vòng bi, làm nhiệt độ củ đục tăng cao, dẫn đến đường nước làm mát không kịp, và gây ra cháy cuộn dây.
– Khắc phục: Tránh để đường nước làm mát bị đục bẩn, và khắc phục tình trạng này là thay cuộn dây mới.
>>..Xem thêm: Chuyển giao máy CNC thứ 2 về Gia Lai
4.Hỏng cos, trờn ren cos
– Nguyên nhân:
+ Bụi bẩn bám vào cos lâu ngày + với việc không vệ sinh thường xuyên.
+ Vặn quá tay hoặc cố vặn quá gây ra tình trạng này.
– Khắc phục: Vệ sinh trục cos thường xuyên, tra dầu mỡ trước khi vặn, và khắc phục bằng cách thay trục cos.

5. Hở Jack cắm Spindle
– Nguyên nhân: Do vặn không chặt Jack cắm, gây ra hiện tượng làm nước vào củ đục, gây cháy củ đục.
– Khắc phục: Thay giắc mới và vặn chặt giắc.
Trên đây là 5 lỗi spindle máy CNC chạm khắc gỗ thường gặp và cách khắc phục đơn giản hiệu quả. Nếu bạn có kiến thức khắc phục lỗi thì có thể tự sửa chữa tại nhà. Và để tránh những lỗi phát sinh xảy ra như trên thì quý khách hàng nên thường xuyên bảo dưỡng, vệ sinh định kỳ để củ đục của máy luôn bền bỉ và đạt hiệu quả cao trong gia công nhé. Với những khách hàng đầu tư máy CNC Đông Phương, có những lỗi gặp phải như trên có thể liên hệ với chúng tôi để được hỗ trợ kịp thời, hoặc gửi củ đục về công ty để được kỹ thuật viên sửa chữa và khắc phục kịp thời.
Thông tin chi tiết khách hàng liên hệ:



